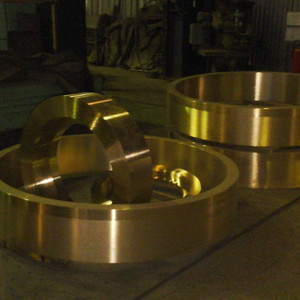
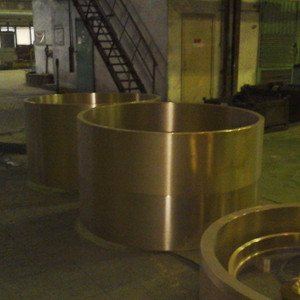
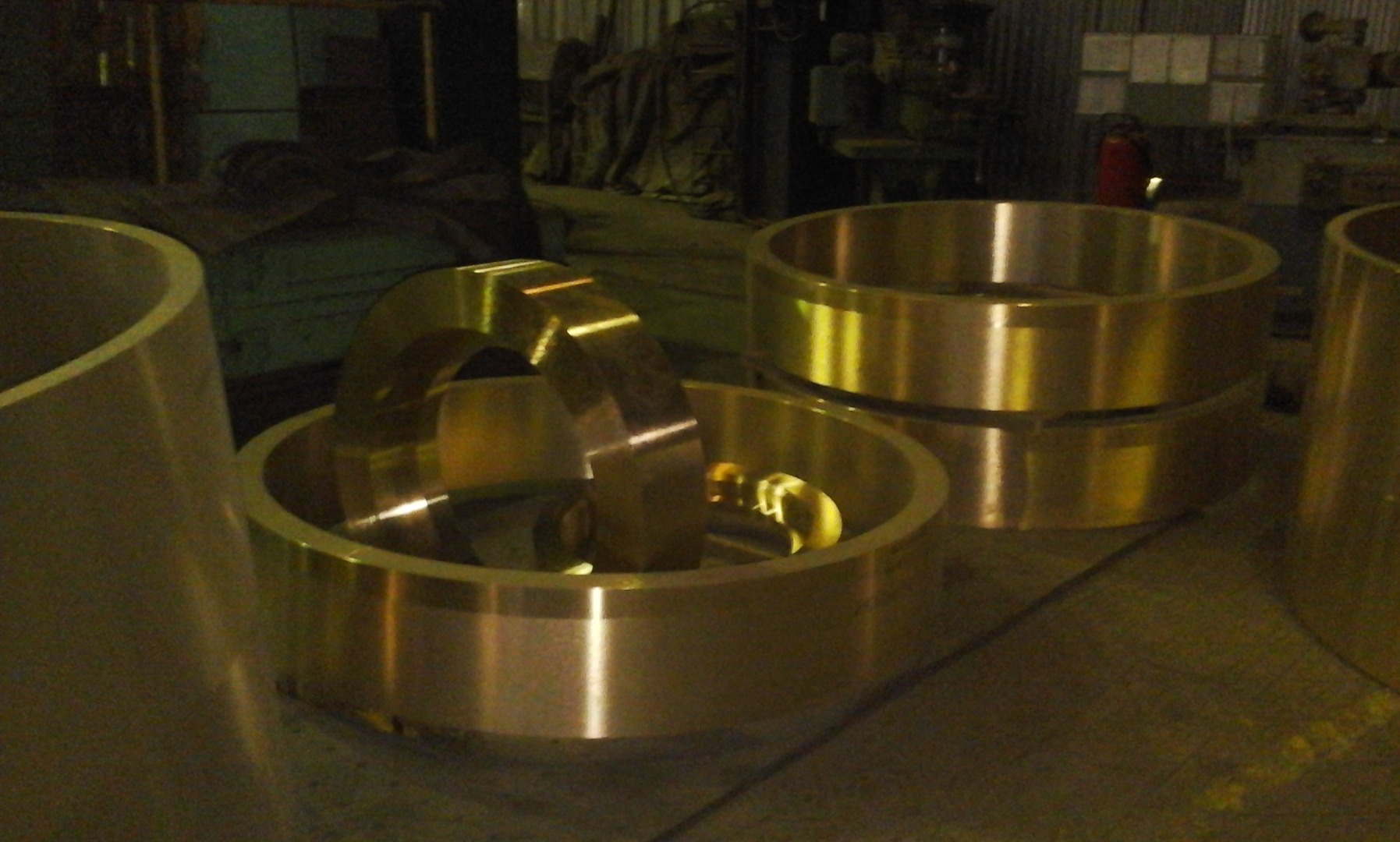
Центробежное литье, изготовление труб
Одно из направлений производства «Ижевского кузнечно-механического завода» – изготовление отливок методом центробежного литья. Мы специализируемся на производстве металлических и биметаллических центробежнолитых труб, а также изделий сложной формы из различных марок сталей, чугуна, бронзы.
У нас Вы можете купить толстостенные бесшовные трубы, радиантные трубы из наличия, или заказать изготовление изделий методом центробежного литья с заданными механическими свойствами. При необходимости мы производим механическую и термическую обработку отливок. Размеры и масса изготавливаемых изделий – наружный диаметр – 200-600 мм, длина – 8500 мм, масса до 15 тонн.
Центробежное литье изготавливается строго в соответствии с ГОСТом, изделия сопровождаются сертификатами качества. На каждом этапе производства продукция проходит контроль качества в собственной лаборатории предприятия, что обеспечивает высокие эксплуатационные характеристики и соответствие изделий заданным стандартам качества.

Благодаря технологическим особенностям производства – металл заливается во вращающийся кокиль, центробежное литье по сравнению с другими видами литья позволят получать изделия, обладающие целым рядом преимуществ:
- высокая износостойкость благодаря направленной кристаллизации и особой форме кристаллической решетки;
- высокая плотность металла и отсутствие раковин;
- отсутствие включений – шлаковых и неметаллических;
- относительно невысокая стоимость изготовления единичных отливок с заданным химическим составом и механическими свойствами, за счет отсутствия необходимости создания моделей и оснастки.
Использование деталей, произведенных методом центробежного литья, позволяет сократить издержки предприятия, за счет увеличенного срока их службы.
За счет подключения дополнительных людских ресурсов и производственных мощностей, «ИКМЗ» имеет возможность изготавливать центробежное литье в 2 раза быстрее общепринятых сроков с сохранением низкой цены и стабильно высокого качества изделий.
Перечень изделий, сортамент выплавляемых марок сплавов
Наличие современного оборудования для изготовления отливок центробежным способом, механического цеха, участка термической обработки, и применение современных методов производства позволяет нам изготавливать широкий перечень изделий:
- Центробежнолитые толстостенные бесшовные трубы.
- Радиантные трубы.
- Корпуса реторт печей цементации, горелок и шахтных печей – Ц-150, Ц-105, Ц-90, Ц-75, Ц-60, Ц-35, СШЦМ, СНЦА и др.
- Заготовки для паропроводов высокого давления, энергетических установок.
- Бочки печных роликов, роликов термических и нагревательных печей, отводящих рольгангов.
- Бочки роликов МНЛЗ (в том числе биметаллические) и прокатных валков.
- Рубашки валков для металлургической и стекольной промышленности, валков для трубопрокатных станов, мельничных вальцов для пищевой промышленности.
- Биметаллические трубы и отливки с требуемым наружным и внутренним слоем.
- Рубашки валов бумагоделательных машин.
- Втулки, грундбуксы, сальники.
- Гильзы ДВС, дизельной техники, компрессоров.
- Корпуса подшипников.
- Бандажи и барабаны.
- Биметаллические трубы для пульпопроводов.
- Заготовки ножей из стали 6ХВ2С и аналогов.
- Барабаны крановые.
И еще более десятка видов технологического оборудования для предприятий бумагоделательной, металлургической, машиностроительной, нефтехимической, азотной и других видов промышленности.
Основной сортамент выплавляемых марок сплавов включает:
- Стали 08Х18Н10Т, 12Х18Н10Т, 08Х13Н3М1Л, 10Х12НДЛ, 15Г2ХФ4Л, 20Л-35Л, 09Г2С, 15ГС, 15Х1М1Ф, 25Х1М1Ф, 20Х25Н19С2Л, 20Х20Н14С2Л и др.
- Чугун Сч 20, Сч 25 и др.
- Бронзы БрО6Ц6С3, БрО8С12, БрО10Ф1, БрО10С10, БрО4Ц4С17, БрО5Ц5С5, БрО8Ц4, БрО10Ц2, БрА10Ж3Мц2, БрА11Ж6Н6, БрА10Ж4Н4, БрА9Ж3л, БрА9Мц2, БрС30 и др.
По Вашему желанию возможно изготовление отливок из любых марок черных и цветных сплавов.
Особенности изготовления центробежного литья
Предприятие «ИКМЗ» использует следующее оборудование для производства центробежного литья:
- центробежно-литейные машины – ЦЛМ -1М, -2, -4, -4М, -6;
- индукционные печи ИСТ-1.
Также применяется оборудование для очистки литья и термообработки.
При изготовлении центробежнолитых бесшовных труб и других изделий, имеющих форму тел вращения, металл заливается во вращающийся кокиль. Эта технологическая особенность изготовления отливок позволяет добиться:
- Направленной кристаллизации сплава, в данном случае радиального характера – дендриты, расположенные по радиусу, выходят на поверхность износа и усиливают эффект армирования.
- Особой кристаллической решетки сплава, в которой карбиды принимают вид грубой ледебуритной сетки, образующей замкнутые конфигурации и играют роль армирующего материала с высокой износостойкостью.
В результате, отливки, полученные методом центробежного литья, обладают высокой износостойкостью и плотностью металла.

Заказывая производство центробежнолитых труб и другой продукции методом центробежного литья на предприятии «ИКМЗ», Вы гарантированно получаете изделия высокого качества с заданными размерами и механическими свойствами. При этом мы обеспечиваем короткие сроки производства центробежного литья при сохранении низкой цены.


Ключевые преимущества сотрудничества с «ИКМЗ»
01 Низкая цена
Экономите от 10% бюджета. Мы удерживаем низкие цены на продукцию, благодаря налаженному высокотехнологичному производству.
02 Сокращение сроков
При необходимости мы изготавливаем Ваш заказ в 2 раза быстрее без увеличения стоимости, подключив дополнительные ресурсы.
03 Высокое качество продукции
Изделия изготавливаются в соответствии с ГОСТ, ТУ, чертежами, проходят контроль в отделе качества, и сопровождаются сертификатами качества.
04 Партнерские отношения
Вы можете посетить производство и обсудить условия сотрудничества в нашем офисе. Мы встречаем Вас с аэропорта или вокзала и организуем трансфер.
05 Широкая номенклатура изделий
Изготавливаем поковки и отливки любой сложности из широкого перечня материалов, за счет парка современного оборудования и налаженных производственных процессов.
06 Сертификация
На заводе успешно внедрена политика в области качество по стандарту ИСО 9001. Пройдена сертификация по ТР ТС 032

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Наши клиенты